- Spring 2019
Cold Recycled Asphalt Mix Design

In cold central plant recycling, the asphalt recycling takes place at a central location using a stationary cold mix plant.
Cold in-place recycling (CIR) and cold central plant recycling (CCPR) are proven, cost effective and highly sustainable rehabilitation or reconstruction techniques for asphalt pavements. Cold recycled mixtures are primarily composed of reclaimed asphalt pavement (RAP) and are produced at an ambient temperature; thus, these techniques require significantly less energy to produce resulting in and generating far less greenhouse gas emissions than traditional rehabilitation methods. CIR and CCPR mixtures require a small amount (2-2.5% by weight) of foamed or emulsified asphalt binder and water to achieve an optimum density and particle bonding. In many cases, these mixtures also include an active filler (lime, cement, or other cementitious material) to enhance short-term and long-term stiffness.

Cold in-place recycling involves the same process as cold central plant recycling except that it is performed in-place by a train of equipment.
Researchers at NCAT recently prepared a standard for cold recycling mix design with foamed asphalt, which has been published as AASHTO PP 94, Standard Specification for Determination of Optimum Asphalt Content of Cold Recycled Mixture with Foamed Asphalt. This standard specifies the requirements for material selection and documents the procedures to determine the amount of multiple binder components. The key steps of AASHTO PP 94 are highlighted as follows.
- The RAP is compacted by modified Proctor at different water contents. The optimum water content is determined at the maximum dry density.
- The RAP at the optimum water content is mixed with at least three trial foamed asphalt contents. An active filler is often added in this step to improve strength, rutting resistance, and moisture resistance. Hydrated lime, if used, is typically added at 1.0-1.5% by dry weight of RAP. Portland cement, if used, is typically kept between 0.25-1.0% by weight of RAP. Higher cement contents can be detrimental to performance.
- The cold recycled mixture specimens are compacted with either a Superpave gyratory compactor at 30 gyrations or by Marshall hammer to 75 blows per side. Laboratory samples compacted using these two methods have provided density results comparable to those of field cores.
- After compaction, the specimens are cured in a forced draft oven at 40 ± 1°C for 72 hours and then cooled to room temperature (i.e., 25 ± 1°C) for 24 hours. Research at NCAT has shown this curing protocol adequately reflects the strength gain of cold recycled foamed asphalt mixtures after 100 days of curing in the field.
- The cured specimens are then divided into two subsets of three specimens each. One subset is soaked in the water bath at 25 ± 1°C for 24 hours, while the other subset is left in dry condition.
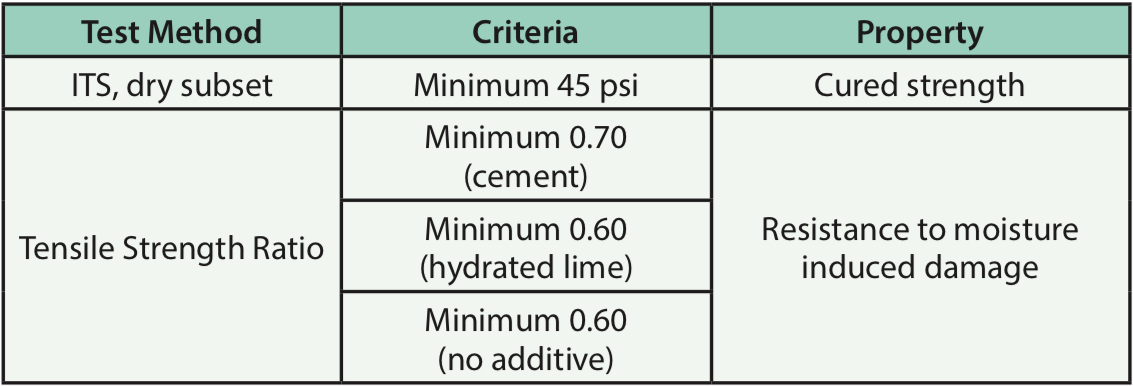
- In the last step, indirect tensile strength (ITS) tests are performed on the specimens. The optimum foamed asphalt content is defined as the minimum binder content to meet the mixture strength requirement shown in Table 1.
Table 1. Cold recycling mixture strength requirements.
In 2015, NCAT used this mix design approach for the construction of one CIR and one CCPR test section on US 280 in Lee County, Alabama. Both sections have a four-inch cold recycled layer and a one-inch Superpave mix overlay. For the CIR mixture, the foamed asphalt content was 1.8% and the total water content was 4.9%. For the CCPR mixture, the foamed asphalt content was 2.2% by weight of dry RAP, and the total water content was 7.2% by weight of dry RAP. Type I/II Portland cement was added at 1.5% for both CCPR and CIR mixtures. This was higher than the suggested maximum cement content in AASHTO PP 94 but it was necessary to meet the dry ITS requirement.
Table 2 shows the laboratory test results of these mixtures. As presented, the designed CCPR mixture had a higher rutting resistance but less cracking resistance than the CIR mixture. As of February 2019, these two test sections have carried over 3.5 years of traffic with an estimated 2.3 million ESALs with no cracking and less than 0.25-inches of rutting.
Table 2. Laboratory test results of cold recycled foamed asphalt mixtures.
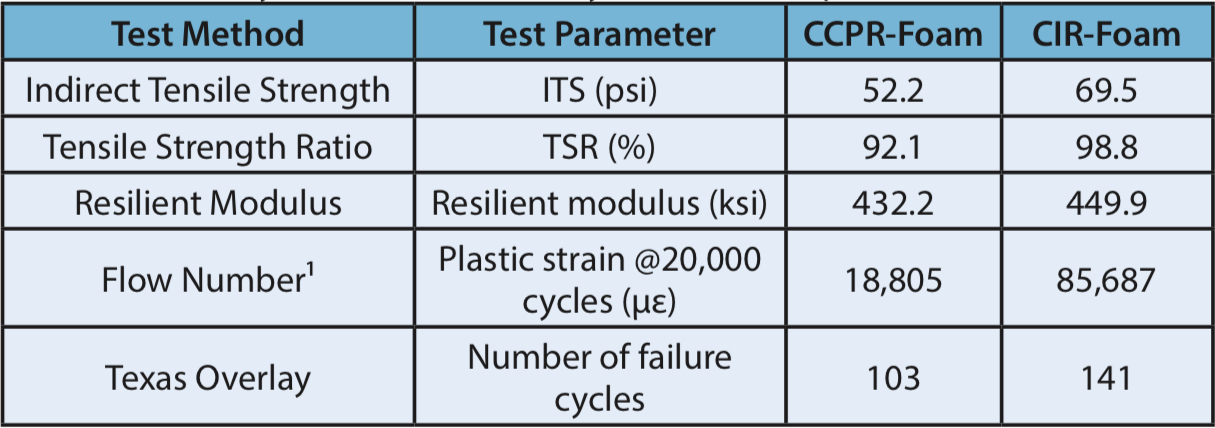
Note: 1 Flow number test was conducted at 54.5°C with 70 psi deviatoric stress and 10 psi confining stress.
NCAT researchers also completed a study to evaluate different active mineral fillers on the strength of cold recycled asphalt mixtures. The four fillers evaluated were Portland cement, hydrated lime, Class C fly ash, and baghouse fines. The results indicated that mixtures with cement and baghouse fines had higher dry ITS than those with hydrated lime and Class C fly ash, but mixtures with cement and hydrated lime had higher wet ITS. Cement was the best overall mineral additive in terms of improvements to both dry and wet ITS. The study also found that sufficient moisture was needed to increase hydration of cement, thereby enhancing the strength of cold recycled asphalt mixtures.
For more information about this article, please contact Fan Gu or Benjamin Bowers.