- Spring 2018
High-Modulus Asphalt Concrete Mixtures
Introduction
In the 1980s, the French Public Works Research Institute or Laboratoire Central des Ponts et Chaussées (LCPC) developed high-modulus mixtures (HMAC), referred to as Enrobé à Module Élevé (EME). The objective for this type of new mixture was to improve mechanical properties to include high-modulus, good fatigue behavior, and excellent resistance to rutting. Another goal of the EME developers was to reduce geometric constraints (overhead clearance constraints) during rehabilitation. A specification was set by the early 1990s, and in the late 1990s, the mixture became part of the standard catalog of mixtures used in pavement structural design for high traffic pavements, 20 million equivalent single axle loads (ESALs) or greater.
Most asphalt paving mixtures in the United States are designed using the Superpave system, which relies mainly on volumetric properties. Early Superpave implementation focused primarily on rutting resistance. Most highway agencies now report that rutting problems have been virtually eliminated. However, there have been growing concerns that the primary mode of distress for asphalt pavements is cracking of some form or another. Therefore, evaluation of HMAC mixtures with lab-validated fatigue performance has become part of the U.S. asphalt industry’s agenda.
HMAC Mixtures as Part of Perpetual Pavement Design Philosophy
The Asphalt Pavement Alliance defines a perpetual pavement as “an asphalt pavement designed and built to last longer than 50 years without requiring major structural rehabilitation or reconstruction and needing only periodic surface renewal in response to distresses confined to the top of the pavement.” Distresses arising from damage to lower pavement layers, such as fatigue cracking or base or subgrade deformations, are eliminated by designing layer thicknesses and selecting asphalt mixtures, base materials, and/or stabilized subgrade layers to avoid critical stresses.
HMAC layers offer means to reduce the thickness and cost of perpetual pavements. In this design approach, a stiff HMAC mixture is used as the base and intermediate layers. These layers are made with a stiff binder combined with a relatively high binder content and low void content. These designs have resulted in reductions in thickness between 25 to 30 percent in the pavement structure.
Design Criteria
Mix design for HMAC is not controlled by volumetric properties; rather, it is driven by performance-based design criteria. The specification for LCPC High Modulus Mixture is contained in the European specification EN 13108-1. For HMAC asphalt mixes, the binder type is not specified. Actual binder contents are selected based on experience and fine-tuned through asphalt mix performance testing, and based on minimum recommended binder contents. Table 1 provides minimum recommended binder contents based on typical aggregate densities in Europe, mix class, and maximum aggregate size. Binder content is not based on volumetric properties like in the U.S., but by calculating a richness factor, K. However, the traditional binder film thickness equation can also be used to estimate an initial binder content since it excludes absorbed asphalt.
Table 1 Typical Values for Minimum Binder Content and Target Richness Factor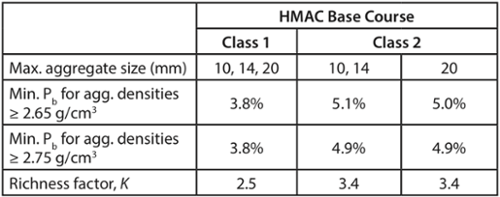
Once the binder content is determined, the final phase of mixture design is to conduct a series of performance tests to ensure that the mixture will be durable in the field. The French suite of tests includes five standards to evaluate workability, durability, permanent deformation, dynamic modulus, and fatigue.
Table 2 shows an example of specifications for HMAC mixtures compared to conventional asphalt concrete (AC) mixtures in Europe. Table 3 shows EME specifications used in Australia. Australian criteria were based on the European criteria with several differences. For instance, stiffness modulus specimens shall be compacted to an air void content of 1.5 to 4.5% in Australia, while in Europe, samples shall be compacted between 3.0 and 6.0% air voids. Another significant difference is Australia’s stricter fatigue criterion of 150 µε compared to 130 µε for Europe.
Table 2 Roadbase High-Modulus Asphalt Concrete versus Traditional Asphalt Concrete
Table 3 Australian EME 2 Laboratory Performance Criteria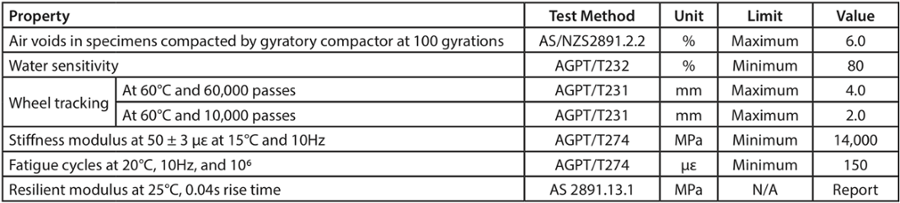
NCAT’s Experience with HMAC
NCAT Report 17-04 documents a recent research study on HMAC mixtures in the U.S. A comprehensive literature study was completed to assess the current state-of-the-practice for HMAC mixture design, pavement design, laboratory performance tests, and full-scale pavement performance. An experimental plan included a variety of mixtures with different materials such that higher moduli were obtained compared to conventional mixtures. The plan included a French mixture with a stiff binder (PG 88-16), two mixtures containing 35% RAP (both with polymer-modified binders, but one high polymer content [HiMA]), a mixture containing 25% RAP and 5% RAS with a polymer-modified binder, and finally, a 50% RAP mixture with a polymer-modified binder. The laboratory testing program evaluated binder performance grade, mixture stiffness over a wide temperature range, fatigue cracking, and permanent deformation. In addition, AASHTOWare Pavement ME software was used to determine how a high-modulus base would affect predicted performance of asphalt pavements.
Laboratory results indicated that mix designs could meet the European standards using domestic virgin and recycled materials. The Pavement ME software predicted better performance for the HMAC mixtures compared to a conventional asphalt base mixture. Cracking of the asphalt layer was expected to decrease by the use of high-modulus base courses. Figure 1 shows estimated results of bottom-up cracking. It was observed that the use of high-modulus base courses could reduce bottom-up cracking compared to a control mixture (unmodified binder and no recycled material), which was reasonable since high-modulus base may reduce the tensile stress and strain at the bottom of the binder layer. This reduction in cracking could range from 20% to 25%. Moreover, it was also observed that the effect on top-down cracking can be more significant with a decrease in cracking ranging from 28% to 35%.
Figure 1 Estimated Bottom-Up Fatigue Cracking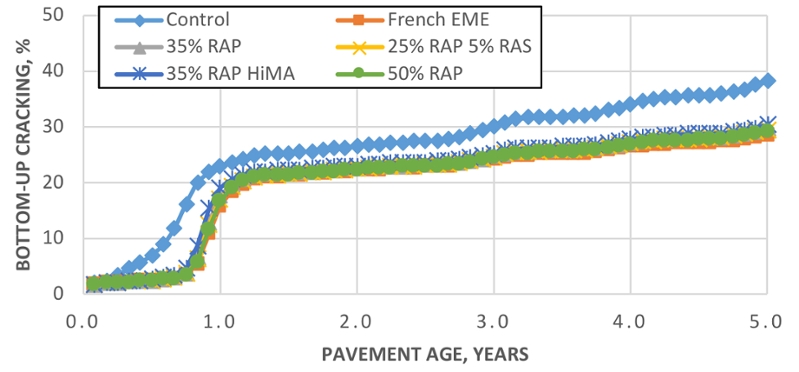
Based on the results of the NCAT study and the current state-of-the-practice, the following steps were recommended for HMAC mixture design.
- Determine the aggregate trial blend for the HMAC mixture.
- Determine the minimum asphalt binder content using the French method, or the estimated film thickness equation can be used as an alternate.
- Set Ndes with the Superpave gyratory compactor to 80 gyrations and compact design samples to target air voids lower than 6%.
- Prepare three trial dynamic modulus samples, compacted to 3.0 to 6.0% air voids according to the French methodology, and test at 15°C and 10 Hz.
- Select optimum binder content to meet E* = 14,000 MPa (at 15°C and 10 Hz), to meet the minimum asphalt content from Step 2 and to meet Ndes specimens target air voids lower than 6%.
a. Adjusting the gradation or mixture components (additives, recycled material, binder grade, etc.) may be necessary to meet the E* and air voids requirements.
b. For each gradation adjustment, the minimum AC required will need to be recalculated. - Select laboratory performance tests and criteria (rutting, cracking, and moisture damage) for further verification and conduct AASHTO TP 79-15 to determine dynamic modulus to be used in ME simulations.