About Harsh-Node of Institute

Wiggins Lab
Auburn University and the Samuel Ginn College of Engineering have a rich history in harsh environment electronics research. In 1999, the National Science Foundation Center for Advanced Vehicle and Extreme Environment Electronics (CAVE3) was established at Auburn as a national center of excellence in harsh environment electronics. The harsh environment node, which represents Auburn University and Stanford University and a number of companies and government laboratories. Since its inception CAVE3 has formed a number of long-term partnerships among industry, government and academic agencies.
The center has benefited from a strong nexus in the area of harsh environment electronics because of a strong presence, in Alabama, of major automotive and transportation companies, including Honda, Kia, Hyundai, Toyota, Mercedes, ThyssenKrup and International Diesel. In addition, the Huntsville area is home to the Redstone Arsenal and more than 238 aerospace and defense companies. Approximately 17 faculty and 53 students are engaged in research projects in various area related to extreme environment electronics.
![]()
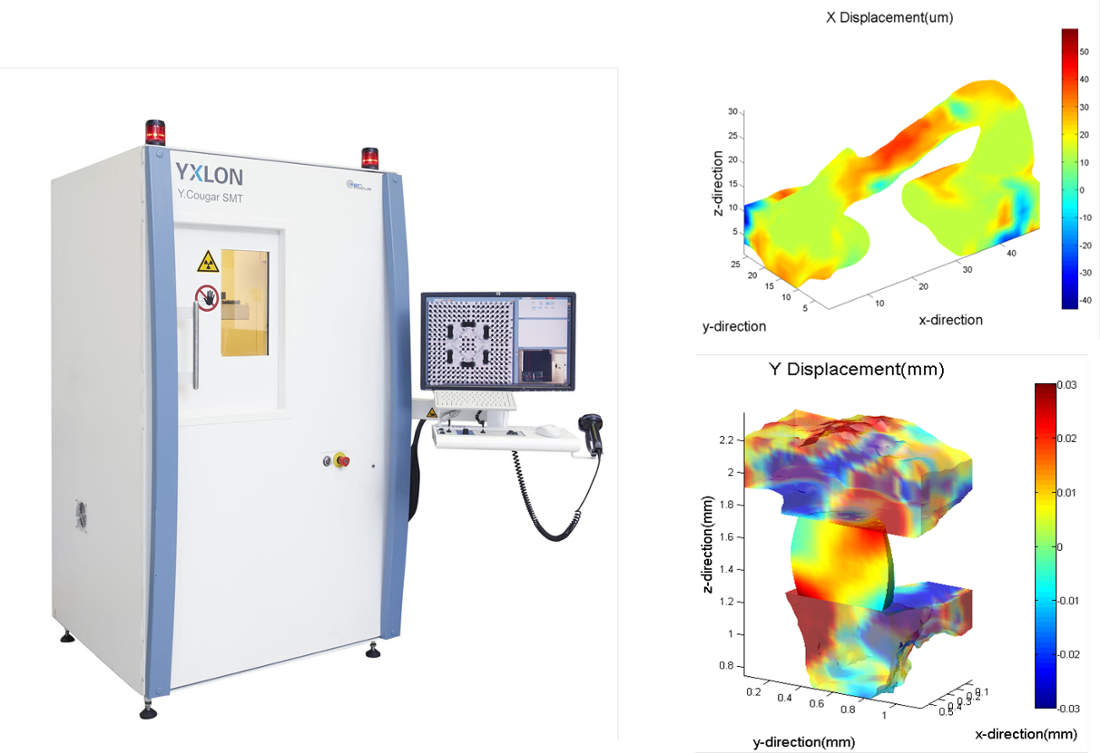
Primary focus of the research is on extreme environments which includes wide temperature extremes, high humidity, exposure to vibration loads and high-g shock loads. The center has extensive capabilities for board and component fabrication and assembly. Accelerated test capabilities are performed for thermal cycling and humidity exposure capable of addressing wide temperature extremes from geothermal applications to space environments. Mechanical shock capabilities include shock towers capable of 100,000g of acceleration. Notable non-destructive inspection capabilities include X-ray MicroCT system with 3D rendering capabilities.
Facilities
The National Science Foundation Center for Advanced Vehicle and Extreme Environment Electronics (CAVE3) has a demonstrated focus on electronics reliability in extreme environments and its research capabilities include several laboratories. The Center is in Phase-III of the NSF IUCRC grant award. Research in the center is supported by 29 members.
CAVE3 Facts
- Founded in 1999
- Located at Auburn University
- Phase three NSF center
- Supported by 29 members
- Research focus on harsh environments
- 17 faculty (engineering and sciences)
- 53 students
- 15 laboratories
Modeling and Simulations Tools
The laboratory has a full suite of computer-aided design, and high-end simulation tools. Computer-aided design tools include pro-engineer and solid edge. Simulation tools include, ANSYS, LS-DYNA, ABAQUS, ABAQUS/Explicit, NASTRAN and MATLAB. The laboratory is well equipped with dual processor pentium-class workstations, and Unix multi-processor compute server.
Transient Dynamics Laboratory
The laboratory houses state-of-art tools used for measurement of high-speed, high strain rate transient dynamic events such as shock and vibration. Equipment includes high speed data acquisition systems, Vision Research Phantom-Series high-speed camera capable of 275,000 fps, SAI 3D image tracking software for high-speed image analysis and measurement, oscilloscopes, HP Spectrum Analyzers, vishay instruments 2311 high-speed wide-band strain-gage amplifier, motion-control drop tower, LDS v700 Series vibration system. Full-field strain measurement capabilities using digital image correlation.
CT Scan
The laboratory has a CT scan capability which allows the examination of defects and failure modes including voids, cracks, delamination with a micron-level resolution. Reconstruction tools such as volume graphics are also available in the laboratory.

Surface Mount Assembly
This laboratory includes a state-of-the-art high volume surface mount assembly line capable of flip chip assembly, as well as other equipment for advanced electronics packaging including manual and automated wire bonders, encapsulant dispense systems, facilities for thick/thin film hybrid circuit fabrication on ceramic substrates, and a vacuum solder sealing system for MEMS and SiC packaging. The surface mount assembly line can be used for prototype creation, fabrication of test structures, development of manufacturing processes or new product launch platform. In addition, in-line inspection capabilities enable x-ray, acoustic and laser profilometry based inspections. In addition, the laboratory has semi-automatic placement machines and rework stations. Specific equipment includes MPM AP solder paste printer with vision system, Agilent SP1 solder paste inspection system, Asymtek Flux jetting system, Siemens SIPLACE 80F5 Pick and Place machine, VISCOM VPS 6053 automated optical inspection system, Heller 1800 solder reflow conveyer oven with nitrogen capability, Slim-KIC 2000 thermal profiling system, CAM/ALOT 3700 encapsulant dispense system
Electronic Packaging
Our facilities and laboratories include the most cutting-edge electronic packaging equipment such as the Air Vac DRS24 solder rework station, Semiconductor Equipment Corporation 4150 Split Optics Alignment System for die placement, Karl Suss thermocompression flip chip bonder, Yield Engineering YES-R3 plasma etch System, Palomar products Model 2460-V automatic thermosonic wire bonder, K&S Model 2071 VFP automatic wedge bonder, Asymtek Model 402 dispensing system, Fisher Scientific programmable cure oven, ATV Model PEO 601 programmable brazing furnace, SST 3150 vacuum sealing furnace. The assembly and packaging resources are supported by inspection and failure analysis equipment including a Phoenix micro-focus x-ray system, Sonix C-mode scanning acoustic microscopy (CSAM) system, WYCO wafer inspection system, Tencor surface profilometer, Brookfield viscometer, Dage PC2400 pull and shear tester, and optical and scanning electron microscopes.
Accelerated Testing Laboratory
This laboratory includes capabilities for imposing various steady-state and cyclic temperature and humidity stresses. Chambers includes 3 Blue-M thermal cycling ovens, two liquid-to-liquid thermal shock systems, a Ransco air-to-air thermal shock system, two humidity chambers, and an express test HAST chamber.
Material Characterization
Major equipment includes Instron 3367 with several load cells, LVDTs, Blue-Hill software, micro-scale mechanical testing system, facilities for calibration and application of stress and thermal test chips, and an environmental vibration system, an infrared thermal imaging system, and several custom-built apparatuses for characterizing thermal resistance of materials and assemblies.
Surface Analysis Laboratory
The Surface Science laboratory includes several Scanning Electronic Microscopes (SEMs) with heating capabilities, and a Transmission Electron Microscope (TEM). Method capabilities include Energy Dispersive X-Ray Spectroscopy (EDS), X-Ray Photoelectron Spectroscopy (XPS), Scanning Auger Spectroscopy (SAS), and Rutherford Backscattering Spectroscopy (RBS).

Micro-Fabrication Laboratory
CHA Mark 50 dual E-beam/sputter/ion gun deposition system, plasma reactive ion etcher, applied materials 8130 metal etcher, applied materials 8110 oxide etcher, applied materials 8110 oxide etcher, Matrix 103 asher, Matrix 303 etcher, Karl Suss MA/BA 6 frontside/backside mask aligner, wet benches, thermco oxidation and diffusion furnaces, Tempress LPCVD system, nickel and gold plating, STS ASE 100 DRIE, STS AOE 100 DRIE, CO2 critical point dryer, room temperature ion deposition/milling system.
Stanford Partnership
We have access to world-class facilities including the Stanford Nanofabrication Facility (SNF), the Stanford Nanocharacterization Lab (SNL) and the Stanford Nano Center (SNC). These campus-wide shared facilities are part of the National Nanotechnology Infrastructure Network (NNIN) funded by the National Science Foundation (NSF) with management support from Stanford University. In addition, we have access to unique characterization equipment for performing wide range of experiments to study the electrical and thermal properties of devices. All of these will support the proposed research.
Manufacturing and Development Goals
A primary institute goal is to accelerate technology adoption into advanced products by developing and commercializing advanced manufacturing technologies. The institute will leverage the electronics industry and the high performance printing industry, both well-established US industrial and academic areas of strength. The five FHE core manufacturing focus areas are included below:
- Device integration and packaging
- Materials
- Printed flexible components and microfluidics
- Modeling and design
- Standards, tests and reliability
It is envisioned that the potential for adoption of the flexible electronics technologies for high volume consumer products will be greatly increased through reduction in the risk-related to the use of the flexible architectures. The reduction in the risk will be achieved through the efforts on enablement of infrastructure technologies and populating the NextFlex harsh node’s technology shelf. The infrastructure technologies are foundational technologies that impact a number of different technology demonstrators including - Human performance and medical devices, IoT, wearable electronics, vehicle structural sensors, information devices and RF, communication components and DOD unique applications. The technology demonstrators will populate the technology shelf as well. It is envisioned that the NextFlex harsh node’s efforts in the area of infrastructure technologies will result in the creation of proprietary technologies and result in reduction of risk related to the broader use of flexible technologies through better understanding of – scalability for high volume production, characterization of process windows, potential defects and solutions, process controls, expected defect rates in ppm or ppb. The NextFlex harsh node on flexible hybrid electronics will focus on the transitioning TRL4 infrastructure technologies and cross the chasm between laboratory research and high volume product implementation. In this program, the technology diffusion time will be greatly reduced through IMI’s ecosystem in partnership with industry and academia for the creation of a technology shelf and technology demonstrators.